Custom Spring Energized PTFE Seals for Medical Devices
The medical device industry faces continually evolving challenges when it comes to finding the right sealing solutions for new and improved designs. Issues such as sterilization, wide ranges of expected pressure, potentially aggressive environments, and FDA and USP approval make the design and specification process quite challenging. In this article, we are going to look at custom spring energized PTFE seals as a potential solution for sealing challenges in the medical industry.
Why PTFE Seals?
PTFE is a popular choice for spring energized seals for medical applications for several reasons. One is the fact that certain grades of PTFE have been approved by the FDA as USP Class VImaterials. It is resistant to a variety of aggressive chemicals, has extremely low friction, and retains its key characteristics – including strength – over a wide range of temperatures and pressures. It can be sterilized using methods such as steam and EtO (ethylene oxide), and is both hydrophobic and oleophobic.
Why Spring Energized Seals?
As you probably already know, spring energized seals are able to achieve a seal at low pressures because the spring applies outward pressure to the lip of the seal against the shaft or bore. As pressures increase, the pressure itself takes over from the energizing spring and achieves a tight seal. The result is an effective sealing solution.
Where Are Energized PTFE Seals Used in the Medical Device Industry?
PTFE seals are a common sight in the medical device industry, found in everything from dialysis equipment and infusion pumps to oxygen therapy, implanted electronic devices, trochars, and IV systems. Spring-energized PTFE seals are used in medical instruments, drug delivery systems, and orthopedic applications, just to name a few.
Custom Seals
Custom seal designs are available to meet the complex needs of the medical device industry. This includes custom engineering of the polymer (including fillers), unusual sizes or geometries, special spring materials, and more. In addition, PTFE lends itself to manufacturing processes such as machining that offer a high degree of accuracy and precision.
Conclusion
PTFE seals are popular in the medical device industry for a variety of reasons, including their low friction, chemical resistance, and excellent performance in a variety of pressure, temperature, and speed situations. Spring-energized PTFE seals provide a reliable sealing solution that is effective even in low-pressure environments. Even if an off-the-shelf energized PTFE seal won’t meet your needs, you can look into a custom-designed energized Teflon seal tailored to your requirements and specifications.
Tags:seal,custom,ptfe,medical
Comparison Between PTFE and PFA Processing
For a number of years fluoropolymers have played a significant role in the chemical and similar industries to protect plants and equipment against chemical attack by a broad range of aggressive media. This is because they offer substantially better chemical resistance and thermal stability than other plastics or elastomeric materials.
Following the development of PTFE, the introduction of melt-processable fluorinated ethylene-propylene (FEP) in 1960 opened up entirely new application areas. PFA, a perfluoro-alkoxy polymer which has been in successful use for 20 years as a lining material, is now a thermoplastic successor to PTFE, with equivalent thermal and chemical resistance and superior properties with respect to processability, translucency, permeation resistance and mechanical strength.
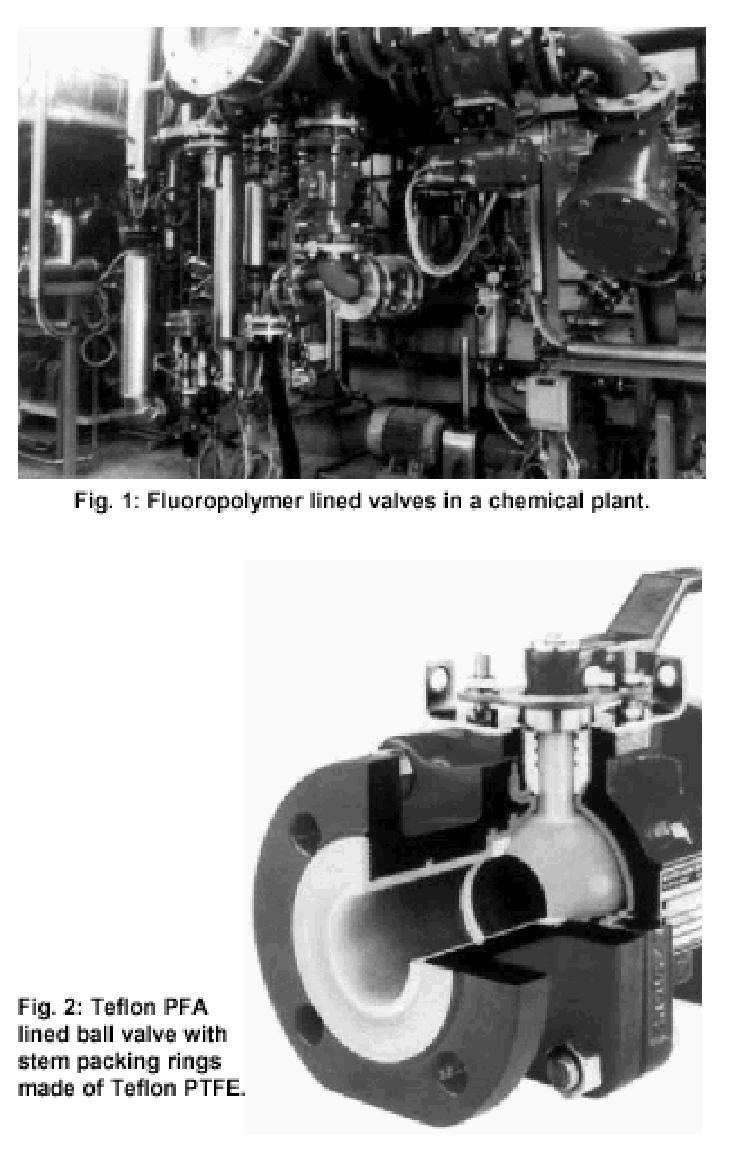
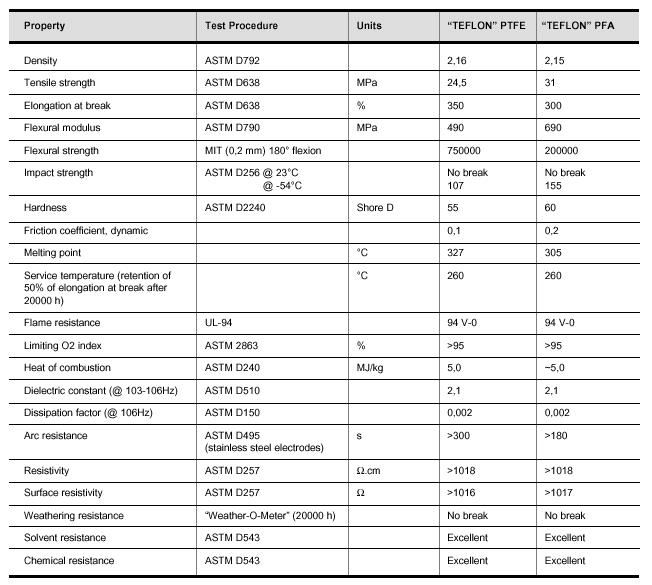
In the chemical industry, both fluoropolymers - PTFE and PFA - are used mainly in the form of linings (fig. 1, 2). For simple shapes, such as pipes, bends, T-pieces or reduction joints, PTFE is generally used; it is applied by means of paste extrusion, ram extrusion or tape wind-ing (fig. 3). In these processes a pre-form is made of the PTFE; this is then sintered and inserted into the metal workpiece. Using PTFE for lining of metal parts of complicated shape, such as valves and pumps, is more difficult. Isostatic molding is then the preferred method. In this PTFE powder is filled into the space created between the metal work-piece and a rubber bag which is specially made to fit into the shape of the area to be lined. The powder is pre-compressed, then cold-pressed into the desired shape. Finally, the rubber bag is removed and the lined part is sintered in an oven at over 360?C (680?F).
PFA, a thermoplastic material with a well-defined melting point, can be processed by means of transfer molding or injection molding. The granulate is melted in a melt pot or in the extruder and then forced into the hot tool by a hydraulic press.
This method enables very precise wall-thicknesses to be achieved, with tolerances of ? 0,5 mm, even at tight radii and in undercuts. Practically no mechanical finishing is needed, except to remove the sprue and to smooth the mating faces of flanges.
When using isostatic molding, however, a considerable amount of mechanical finishing is needed - depending on the degree of complication of the shape to be filled - to achieve the desired dimensions with precision.
The evenness of the wall-thickness may vary more, especially in the case of more complicated shapes such as valve housings.
Absorption and Permeation
Unlike metals, plastics and elastomers absorb varying amounts of the media with which they come in contact. This is often the case with organic compounds. Absorption may be followed by permeation through the wall lining. Though this is rarely observed with fluoropolymers, it can be counteracted by an increased wall-thickness or by installing devices to exhaust the space between the fluoropolymer lining and the metal wall. It has been clearly shown that in respect of permeation and absorption, melt-processed fluoropolymers such as PFA show better barrier properties than PTFE.
Vacuum Resistance
Vacuum resistance is needed because, in closed systems of the kind widely used in chemical processing, a drop in temperature creates a vacuum in the system, unless it is already operating below atmospheric pressure. When using PFA it is relatively simple to achieve adequate vacuum resistance for the lining. Usually the lining is ?anchored? to the metal wall by means of ?dove-tail? grooves or channels in the
latter.

With PTFE granulate that has been cold- formed, it is more difficult to achieve a sound anchoring of the lining in the metal wall as relatively large channels would be needed in order to allow the PTFE powder to flow into the grooves. More typically, therefore, bonding agents are used between the PTFE lining and the metal housing. However, due to the anti-adhesive characteristics of fluoropolymers and the limited thermal resistance of the bonding agents, PTFE shows only limited vacuum resistance.
Quality Control prevents Cracks and Voids
With PTFE and PFA linings, the dielectric strength is measured in order to identify faults. This method reliably pinpoints cracks and voids which go all the way through the material but, due to the well-known high resistivity of fluoropolymers, it does not indicate any faults which start 1,5 mm or more under the surface (fig. 5).
For this reason further tests using ultrasonic methods can also be applied. This test measures the distance from the surface of the lining to the metal housing. However, it is unreliable because it does not provide the true lining thickness when a void or porosity is present. In addition, this method is impractical to employ on small parts or small complicated shapes with undercuts and tight radii.

Chemical Structure

PFA, which is translucent, can reliably be checked optically. Cracks and voids under the surface can be made visible with suitable light sources. Hardly accessible locations in the lining can be examined using cold light lamps and flexible fibre light guides.
Cost Comparisons for Linings
In terms of raw material prices, PFA costs roughly three times as much as PTFE.
This disadvantage can, however, be compensated or greatly reduced, as a function of factors such as the shape to be lined, its size, the number of workpieces to be lined and the processing method adopted. This is possible because PFA neither requires manual process preparation nor finish machining with corresponding material losses.
The use of PFA for lining very large parts is not recommended, because the high material cost would make the part too expensive. Another point to be kept in mind is the cost of tools, which are not amortized
when only small numbers of parts are to be lined. Furthermore, there are practical limits to the weight of injected material that molding machines are capable of handling.
Conclusions
More than 20 years of experience with linings for various parts, e.g. valve and pump housings, have shown that PFA has numerous advantages when high thermal and chemical resistance are the main requirements.
The accurate and even wall-thickness that can be achieved with PFA is a major advantage, especially when working with media which have a strong tendency to diffuse.
Practical experience has also shown that PFA gives better barrier properties than PTFE.
Bromine manufacturers report, for example, that the penetration depth of bromine in PFA is about one third less than in PTFE, when operating conditions such as time, temperature and pressure are the same.
PTFE, on the other hand, is still widely used for components of chem- ical valves and other chemical processing equipment where flex fatigue resistance is required.
Typical examples of such applications are bellows, as well as diaphragms in valves and pumps.
For seat rings, plugs, seals and similar parts, PTFE is a suitable and economical material.
A recent trend for parts such as these is to use modified PTFE, as its dimensional stability and hardness are superior to those of standard PTFE.
Tags:PTFE,PFA,PTFE vs PFA
Why use a PTFE (Polytetrafluoroethylene) instead of Rubber in a Rotary Shaft Seal?
PTFE Rotary Shaft Seals Outperform Rubber Shaft Seals
Elastomeric seals performed well for many years, but as the applications and environments became more demanding, elastomers had a hard time keeping up. If the application pressure is above 30 psi or the operating temperature goes above 275°F, elastomers simply don’t perform as well as, say, PTFE. (polytetrafluoroethylene). In this article, we are going to look at 3 areas where PTFE rotary shaft seals outperform rubber shaft seals.
Need more information on PTFE Rotary Shaft Seals? Check out these additional articles from the popular Advanced EMC Technologies Blog:
•Four Most Popular Rotary Shaft Seals Material Options and How They Compare
•Five Ways that PTFE Rotary Seals Differ from Elastomeric Seals
•Rotary Seals for Dummies: Four Questions about Shaft Surfaces for PTFE Rotary Seals
Wider Temperature Range
A major area that PTFE outpaces elastomeric seals is in its operating temperature range. As seen in the chart below, PTFE can function between -95°F to 480°F, far beyond any of its competitors in both cryogenic and high temperature applications.

Lower Friction
Friction generates heat, and heat buildup can be catastrophic to seals – resulting in unpleasant things like cracks or melting. PTFE has the lowest coefficient of friction of any solid material currently known, which is much lower than that of the elastomers typically used for seals. PTFE can also be used for dry running (i.e., without needing a lubricant), which elastomers cannot.
Better Chemical Resistance
PTFE is known for its chemical compatibility and excellent performance even in the presence of some of the most caustic chemicals out there. Rubber, however, has some limitations.
For example, Viton (FKM) is susceptible to ketones and acetones. EPDMdoesn’t perform well many oils and fuels, as well as hydrocarbons and concentrated acids. Nitrile (NBR) doesn’t do well in the presence of ozone, acetone, esters and ethers, or methyl ethyl ketone. Polyacrylatedoesn’t get along well with alkalines. In addition, elastomers aren’t really compatible with water, either.
Higher Speed Applications
As shown in the chart below, PTFE is the number one choice for high speed seal applications. In order or performance from low speed to high speed, we see Nitrile, Polyacrylate, and FKM (Viton).

Conclusion: PTFE Outforms in Four Areas
PTFE outperforms rubber seals in four distinct areas:
•lower friction
•wider temperature range
•better chemical resistance
•higher speed applications.
The next time you need seal for an aggressive environment, don’t forget to check out PTFE (polytetrafluoroethylene) seals.
Tags:PTFE,Rubber,Rubber Shaft Seals
Electronics and medical applications help PTFE glide to global growth
Home cooks who enjoy conveniently sliding eggs out of a pan know all about Teflon’s non-stick properties. But Teflon’s applications go well beyond cookware, and growth in several industries is driving global demand for the material.
Teflon is the Chemours (Wilmington, DE) brand name for polytetrafluoroethylene (PTFE). The material offers resistance to solvents and flames, a high melting point, strength and the non-stick properties that home cooks know well. A 2016 Zion Research (Pune, India) report projected that the global PTFE market, valued at $4 billion in 2014, would grow to $6.5 billion by 2020.
PTFE demand is rising as consumers buy more electronic products that use the material, according to Zion. The Asia-Pacific region comprised the largest market for the material in 2014, followed by Europe. Besides electronics, PTFE is found in automotive parts, chemical processing, textiles and medical products.
Medical uses of PTFE are booming, according to Bruce Nesbitt, founder and Chairman of Orion Technologies, a Chicago-based applicator of Teflon coatings. PTFE can coat a range of materials, a versatility that makes it useful on many medical devices. PTFE is increasingly found on products that incorporate handles or attachments that help clinicians manipulate the device, Nesbitt said. Devices that use PTFE include dental drills, guidewires that steer devices through the body and medical tubing.
“Any two components that slide together, such as a metal tube and plastic housing, can benefit from the Teflon coating on either or both sliding surfaces,” Nesbitt said.
The growing medical applications of PTFE led Orion to spin off a separate company called Surface Solutions Group. The firm can apply medical-grade coatings that further reduce friction, as well as incorporate antimicrobials to meet the sterility requirements of medical device makers. The more critical the end use, such as applications in aircraft and medical devices, the more stringent the test requirements, Nesbitt said.
“Medical, by far, is the tightest,” he said. “Military and aircraft is somewhat behind that . . . automotive is quickly bringing up the rear.”
The Many Uses of Teflon, a.k.a., PTFE Industrial Coating
Most people have never heard of PTFE industrial coating, but when you mention Teflon, a look of understanding passes easily on their faces. PTFE (Polytetrafluoro Ethylene) is the technical name of the material, and it’s commonly sold under the Teflon brand name, which is manufactured by DuPont. Dr. Roy Plunkett, a researcher who worked at DuPont, is credited with developing PTFE industrial coating in the late 1930s.
At the time of his discovery, he was actually trying to create a new refrigerant. During the course of development, he noticed that the gas inside the bottle he was using actually stopped flowing out before the bottle should have been empty. He sawed the bottle open and discovered that the inside was coated with the non-stick material we now know as Teflon. His contribution has changed the face of plastic manufacturing forever.
Teflon is probably best-known for its role as the non-stick surface inside cookware. This is because PTFE industrial coating is one of the most slippery materials that’s in existence today. In addition to being slippery, the material also brings a number of other features to the table, offering high temperature resistance, little reaction to most chemicals, and reduced stress cracking and corrosion. These features make Teflon perfect for numerous applications, including:
Cookware – As already mentioned, the slippery surface created by Teflon makes it perfect for cookware. Many brands offer lines of cookware that are coated with PTFE in order to prevent food from sticking to the pots and pans. This reduces the need for cooking oil because these pots and pans are naturally non-stick.
Nail polish – That smooth surface that doesn’t crack is often achieved through the use of PTFE industrial coating.
Hair styling tools – Hair straighteners and curling irons are often coated with Teflon because of the high temperatures emitted by these tools.
Windshield wiper blades – There are numerous applications for PTFE industrial coating within the automotive industry as well. The blades of windshield wipers are the most notable because the smooth surface enables them to glide smoothly across the windshield.
Fabric and carpet protection – Stains are less likely to stick to carpets or fabrics that have been treated with PTFE industrial.
Chemical and steel industries – Hoses and other machine parts commonly handle some highly corrosive substances that sometimes are transferred at extremely high temperatures. PTFE industrial coating is one of the best materials to handle this type of use because it addresses all of the problems that are otherwise caused by working with chemicals or steel. Every type of hose will deteriorate over time, but those that are made of PTFE industrial coating will do so much more slowly than those made of other materials because of the many features of the material.
Where would the world be without PTFE industrial coating? There is a good chance we wouldn’t be able to do much of what we are able to do right now if this material had never been invented. Almost everything we do on a daily basis brings us into contact with Teflon, so we should all be thanking the memory of Dr. Plunkett and his marvelous discovery. When he first developed this material, he probably had no idea that it would become a household name that is critical in everyday life.
The experts at Toefco will help you figure out if Teflon is the right solution for your project. They understand the intricacies that go into selecting the right materials for projects that may have touchy consequences because of the difficult variables you are dealing with. Only an expert will be able to tell you if the combination of features offered by Teflon will create the right circumstances for what you are working on.
Tags:PTFE,Teflon,PTFE coating,cookware
THE PROPERTIES AND ADVANTAGES OF PTFE
Polytetrafluoroethylene or PTFE (more commonly known as Teflon) is a particularly versatile ivory-white and opaque plastic fluoropolymer; it is made by the free-radical polymerisation of many tetrafluoroethene molecules, and is suitable for a wide range of applications in industries as diverse as aerospace, the food and drink industry, pharmaceuticals and telecoms.
Produced by AFT Fluorotec in rods or tubes of any size, or filled with glass, carbon, stainless steel or many other materials to increase wear resistance and strength, whatever your project or build, we are sure to have a material that will work for you.
THE MAIN PROPERTIES OF PTFE
If you were trying to invent a highly flexible, chemical resistant, thermal resistant, non-stick and electrically resistant material, and it hadn’t already been done, you’d be hoping you could come up with a material somewhere nearly as good as PTFE is in these areas.
PTFE’s melting point is around 327°C, and pure PTFE is almost totally chemically inert, highly insoluble in most solvents or chemicals, and thermally stable enough to be used between -200 degrees C and +260 degrees C without degrading.
Other useful PTFE properties are its high flexural strength, even in low temperatures, high electrical resistance and dielectric strength, resistance to water (owing to fluorine’s high electronegativity), and low coefficient of friction. PTFE’s density is also very high, at 2200 kg/m3.
In fact, beyond reaction to some chemical agents and solvents (for example, chlorine trifluoride, cobalt(III) fluoride, xenon difluoride or elementary fluorine if at a high pressure and temperature), the only factor to be taken into consideration when using PTFE is that it does not have a good resistance to high energy radiation, which will cause breakdown of the PTFE molecule.
MODIFIED PTFE PROPERTIES
In addition to pure PTFE, there are two co-polymers which are equally as useful as PTFE, but with some different properties.
PFA or Perfluoroalkoxy has very similar properties to PTFE in that it is very chemically resistant, flexible and thermally stable (with continuous use up to 260 degrees C), but while PTFE does have some tendency to creep, PFA is creep resistant and is excellent for melt-processing, injection moulding, extrusion, compression moulding, blow moulding, and transfer moulding.
TFM, known as PTFE-TFM, is polytetrafluoroethylene with perfluoropropylvinylether as an additional modifier, giving a denser material which is stiffer, also creep resistant like PFA, and weldable.
FILLED PTFE
Pure or virgin PTFE can deform badly under a load, but the use of fillers can help with this, though it should be noted that not all filled PTFE is suitable for use with food.
Adding a filler to PTFE can increase its strength, improve resistance to abrasion, add electrical conductivity and more; however, adding fillers can also reduce some of the advantageous PTFE properties, such as chemical resistance which will be limited by that of the filler.
Fillers used can range from glass in various percentages, stainless steel, molybdenum disulphide, carbon or graphite, depending on which properties are to be improved.
ADVANTAGES AND BENEFITS OF USING PTFE
The biggest advantage of PTFE is its versatility, and the range of applications over so many products and different industries for this material is staggering.
The use of PTFE can have massive benefits in manufacturing and engineering, not just in making tubes or liners for handling or storing corrosive chemicals, but by coating parts such as bearings or screws to increase the lifetime of both the parts themselves and the machinery they are part of.
A PTFE-coated screw will be resistant to corrosion, due to PTFE’s ability to repel water and oil, and lubricated by the material to smoothly drive into whatever surface you are fastening to, with reduced friction, resulting in less wear on both the screw and the surface, and a longer-lasting, more secure finish.
Friction and wear can also be factors with bearings, and a PTFE coat can give the same benefits as with coating screws, with the additional advantage that the coating will also be heat-resistant.
It’s clear that longer lasting, higher-performance parts can add to the efficiency of any machinery, reduce the need to constantly acquire replacement parts, both saving money and the time needed to fit the replacements, as well as reducing waste. This will also reduce maintenance needs as there are less likely to be faults with the equipment, and also greatly reduce, or even eliminate, any expensive manufacturing downtime due to faults or repairs.
Cleaning of equipment can also be reduced in some cases as a PTFE coat is non-wetting, facilitating self-cleaning of parts.
And Teflon textile finishes can even help the environment, because, when applied to fabric, the finish will repel water and oil stains, reducing the need to use dry cleaning, and fabrics will also dry more quickly, using less energy with tumble drying, and last longer due to reduced wear.
With the added advantages that PTFE is non-toxic, has only a minor contraindication for humans from polymer fume fever (only if the temperature of any Teflon-coated pans reaches 260 degrees C) and is FDA approved and food-safe, this material really is of great benefit in many different areas.
INTERESTING USES OF PTFE
As well as coating everything from pans to bearings, PTFE is also used to stop insects climbing walls as the material is so ‘non-stick’ that insects (and even geckos) are unable to grip.
The polymer is used frequently as a coating on catheters to inhibit bacteria and infections and is also used as a graft material in surgery.
You’ll have heard of Gore-Tex, and it’s PTFE again, this time as a thin, porous membrane to make breathable rain wear, or for medical implants, wiring insulation and sealants.
Bearing in mind that PTFE was discovered by happy accident in 1938, it’s difficult to imagine our world today without it.
If you’re interested in using PTFE for any of your projects, or if you’d like to find out more information about the properties of PTFE, please do get in touch and we’d be happy to talk you through your options.
Tags:PTFE,Teflon,advantages of PTFE
Tags:PTFE,Teflon,advantages of PTFE
PTFE A Miracle Material Evolves

Since its discovery nearly 80 years ago, polytetrafluoroethylene (PTFE), has become one of the world’s most versatile and useful materials. Originally used for military applications, it can now be found in many other applications, such as a non-stick coating for cookware. Approximately half of the PTFE resins produced today go into aircraft wiring and computer-related products such as semiconductor fabrication equipment and printed circuit boards. It is also used extensively in the pharmaceutical and valve industries due to its chemical inertness and thermal properties.
PTFE is constructed of carbon and fluorine molecules which, when combined, produce a compound with a high molecular weight that possesses excellent insulating properties, resists moisture, can withstand both hot and cold temperature extremes and have an extremely low coefficient of friction. These properties make it suitable for numerous applications in the medical device, aerospace, oil and gas, electronics and chemical processing industries.
Types of PTFE
There are four general types of granular PTFE material: virgin, modified, reprocessed and filled. Virgin PTFE, as the term implies, is the purest form of the material. Modified PTFE is a copolymer resin manufactured by adding a small percentage of a melt processable fluoropolymer to enhance the final product. Reprocessed PTFE is made from reclaimed virgin PTFE scraps that have been chopped, cleaned and pelletized for reuse. Filled or compounded PTFE is virgin or modified material blended with various types and proportions of fillers to add strength, abrasiveness, lubricity, color or other desired characteristics
Virgin PTFE is excellent for applications requiring high purity, mechanical performance or superior electrical properties. Premium virgin PTFE resins are used to make products such as semiconductor equipment components, pharmaceutical valve liners, gaskets for the chemical industry and components subject to FDA compliance such as gas-line manifolds, filtration housings and others. Reprocessed PTFE is typically used for cost savings in applications not requiring the proprieties associated with a premium PTFE such as flange gaskets. Modified PTFE offers weldability and improves deformation characteristics. It also has greater resistance to permeation of chemicals and exhibits a higher dielectric breakdown voltage.
Fillers
There are a number of standard fillers for enhancing the performance of PTFE while maintaining some of its basic properties. Glass fiber is added to increase compressive strength, rigidity and wear and reduce creep and cold flow in sealing applications. There is minimal effect on chemical and electrical properties.
Carbon increases compressive strength, hardness, wear and load properties, and provides good chemical resistance. Often, carbon and graphite are combined as fillers to further increase strength and reduce friction and initial wear. Carbon fillers can also be added in various loadings to make the product conductive or static dissipative.
Molybdenum sulfide increases hardness, rigidity and wear, and like glass fiber has little effect on chemical and electrical properties. Bronze fillers are often added to increase hardness, wear resistance, compressive strength and dimensional stability required for bushing or bearing applications. However, it is not recommended for corrosive or electrical applications. In addition to these fillers that enhance mechanical properties, pigments can be added for identification, visibility or branding purposes.
Molding methods
PTFE material and products are produced by a variety of molding methods, including compression, isostatic, automatic compression and granular ram and fine powder extrusion. Compression molding and extruding granular PTFE are the most common methods used in forming component parts for machining. Sheets, rods and cylinders are typically processed using a mold that is close to the finished part dimensions, minimizing clean-up during the machining process. Cylinders and rods also can be customized in length to meet component dimensions or to maximize yield.
In compression molding, granulated PTFE is poured into a mold and compressed to yield a sheet, solid rod, cylinder or tube. After removal from the mold, the material is sintered or cured in an oven. In isostatic molding, granulated PTFE is poured into a near-net mold surrounded by a rubber bladder. Unified air or water pressure is then applied to the entire mold to form the near-net shape. The shape exits the mold in a green state and too must be cured. Unified pressures applied to all areas of the mold result in highly uniform and consistent density throughout, which is important when tight tolerances and consistency are required. This process lends itself to producing more complex components for machining in the form of tapered sleeves, closed-end cylinders or buckets and even parts with appendages. Because this process molds parts to near-net shape, it uses significantly less material than the more conventional use of blocks and cylinders.
Automatic compression or auto molding involves a press with a custom mold configuration to form finished or near-net-shape parts requiring a secondary machining operation. Granulated PTFE is placed into a single- or multi-cavity mold, compressed to produce a part and released. Finished and semi-finished parts produced by this method likewise require curing. This process allows a wide variety of shapes and geometries to be produced in volume where tight tolerances are not required, thus minimizing or eliminating the need for machining. This process also reduces stress defects in parts as well as machine scrap.
In granular ram extrusion, granular PTFE powders are poured into a hopper then extruded through mold with an OD (outside diameter) to produce a rod or an OD/ID (inside diameter) pin to produce a tube. As the material is forced through the extruder die, heat and pressure are applied simultaneously, so it exits the extruder completely cured.
In fine powder extrusion, the PTFE is blended with a surfactant and compressed into a small billet or charge, which is then forced through a small orifice and extruded into PTFE tape, film, tube or custom shape. The material exiting the die can be either sintered or unsintered depending on the final product or application.
Sintering/annealing
As noted above, sintering cures the PTFE, converting it from a compressed or “green” state to a solid state. Sintering cycles are customized depending on the thickness and length of the material, type of material (virgin, filled, modified, etc.) as well as the overall size. The product is typically placed into an oven in a freestanding state. The oven is heated in a controlled manner to ensure even transition of the polymer through the melt point of 621°F/327°C. The maximum temperature is held for a prescribed length of time to ensure complete bonding of the polymer. The temperature is then brought down to ambient by a controlled cool down which controls the crystallinity of the molding. These steps are just as important as the initial compression molding as they affect the microporosity and crystalline structure of the finished article.
If extremely tight tolerances are required for the finished component, annealing (also known as stress relieving), is often required to stabilize the material. This process involves placing the sintered material into an oven and applying a controlled heat to the molding that exceeds the service temperature of the finished part. The molded shape is held at this temperature for a calculated period of time, after which the temperature is slowly brought back down to ambient. The material is not heated past the melt temperature of the polymer during this process.
Products/applications
There are many applications in multiple industries for the various forms of PTFE. Valve manufacturers use machined virgin and filled PTFE valve seats, seals and O-rings. Depending on the type of valve, the manufacturer may also use machined virgin or filled PTFE valve liners.
Chemical companies use molded and skived virgin PTFE sheet to line tanks containing corrosive materials. Chemical plants also use large quantities of PTFE-based gaskets.
Semiconductor equipment manufacturers use virgin PTFE machined components in the equipment that processes silicon wafers prior to becoming computer chips. These include gas line manifolds, specialty parts exposed to corrosive materials and seals, among others.
The aerospace industry as noted uses large volumes of virgin and pigmented PTFE tape for insulating aircraft wiring. The pigmentation is primarily for identification purposes for various types of wiring construction. The pharmaceutical industry uses large amounts of thin-wall extruded tubing, thin films, fiber and machined parts made of different forms of PTFE.
In addition to these products, PTFE is used in the production of flange gaskets for industrial piping systems, envelope gaskets, machined O-rings and spring-loaded seals. It is also used for manufacturing films for preserving historical artifacts and fibers for everything from dental floss to architectural membranes for stadium roofs.
In summary, different types of PTFE are available to meet the performance and economic requirements of a wide range of products and applications. Its unique properties can be enhanced with the addition of fillers, and it can be molded and machined into precision components. In addition, the material has been reformulated to make it more environmentally friendly while maintaining its basic characteristics — the characteristics that made it a miracle material when it was discovered in 1938 and still make it one today.
Tags:PTFE,Teflon,PTFE evolve,Teflon evolve