
PCTFE has high tensile strength and good thermal characteristics. It is nonflammable and the heat resistance is up to 175 °C.It has a low coefficient of thermal expansion. The glass transition temperature (Tg) is around 45 °C.
PCTFE has one of the highest limiting oxygen index (LOI).It has good chemical resistance. It also exhibits properties like zero moisture absorption and non wetting.
It does not absorb visible light. When subjected to high-energy radiation, it undergoes, like PTFE, degradation.It can be used as a transparent film.
The presence of a chlorine atom, having greater atomic radius than that of fluorine, hinders the close packing possible in PTFE. This results in having a relatively lower melting point among fluoropolymers,around 210–215 °C.
PCTFE is resistant to the attack by most chemicals and oxidizing agents, a property exhibited due to the presence of high fluorine content. However, it swells slightly in halocarbon compounds, ethers, esters and aromatic solvents.PCTFE is resistant to oxidation because it does not have any hydrogen atoms.
PCTFE exhibits a permanent dipole moment due to the molecular asymmetry of its repeating unit. This dipole moment is perpendicular to the carbon-chain axis.
Differences from PTFE
PCTFE is a homopolymer of chlorotrifluoroethylene (CTFE), whereas PTFE is a homopolymer of tetrafluoroethylene. The monomers of the former differs from that of latter structurally by having a chlorine atom replacing one of the fluorine atoms. Hence each repeating unit of PCTFE have a chlorine atom in place of a fluorine atom. This accounts for PCTFE to have less flexibility of chain and hence higher glass transition temperature. PTFE has a higher melting point and is more crystalline than PCTFE, but the latter is stronger and stiffer. Though PCTFE has excellent chemical resistance, it is still less than that of PTFE.PCTFE has lower viscosity, higher tensile strength and creep resistance than PTFE.
PCTFE is injection-moldable and extrudable, whereas PTFE is not.
PCTFE is injection-moldable and extrudable, whereas PTFE is not.
Applications
PCTFE finds majority of its application due to two main properties: water repulsion and chemical stability. PCTFE films are used as a protective layer against moisture. These include:
- * moisture barrier in pharmaceutical blister packaging,
- * water-vapour barrier for protecting phosphor coatings in electroluminescent lamps (the phosphor chemicals are sensitive to moisture),
- * protection of liquid-crystal display (LCD) panels, which are sensitive to moisture.
Due to its chemical stability, it acts as a protective barrier against chemicals. It is used as a coating and prefabricated liner for chemical applications. PCTFE is also used for laminating other polymers like PVC, polypropylene, PETG, APET etc. It is also used in transparent eyeglasses, tubes, valves, chemical tank liners, O-rings, seals and gaskets.
PCTFE is used to protect sensitive electronic components because of its excellent electrical resistance and water repulsion. Other uses include flexible printed circuits and insulation of wires and cables.
Low-molecular-weight PCTFE waxes, oils and greases find their application as inert sealants and lubricants. They are also used as gyroscope flotation fluids and plasticizers for thermoplastics.
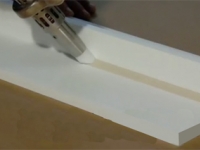
 Hot gas welding, also known as hot
Hot gas welding, also known as hot  With speed welding, the plastic welder, similar to a soldering iron in appearance and wattage, is fitted with a feed tube for the plastic weld rod. The speed tip heats the rod and the substrate, while at the same time it presses the molten weld rod into position. A bead of softened plastic is laid into the joint, and the parts and weld rod
With speed welding, the plastic welder, similar to a soldering iron in appearance and wattage, is fitted with a feed tube for the plastic weld rod. The speed tip heats the rod and the substrate, while at the same time it presses the molten weld rod into position. A bead of softened plastic is laid into the joint, and the parts and weld rod 

