Comparison Between PTFE and PFA Processing
For a number of years fluoropolymers have played a significant role in the chemical and similar industries to protect plants and equipment against chemical attack by a broad range of aggressive media. This is because they offer substantially better chemical resistance and thermal stability than other plastics or elastomeric materials.
Following the development of PTFE, the introduction of melt-processable fluorinated ethylene-propylene (FEP) in 1960 opened up entirely new application areas. PFA, a perfluoro-alkoxy polymer which has been in successful use for 20 years as a lining material, is now a thermoplastic successor to PTFE, with equivalent thermal and chemical resistance and superior properties with respect to processability, translucency, permeation resistance and mechanical strength.
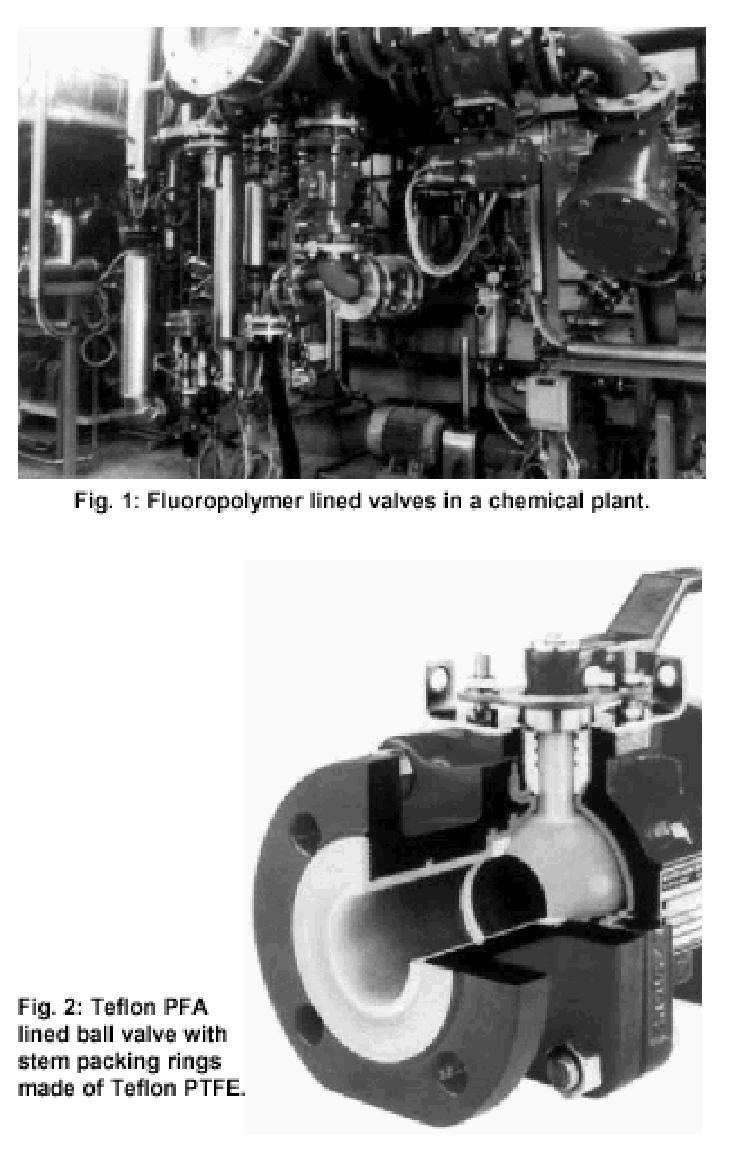
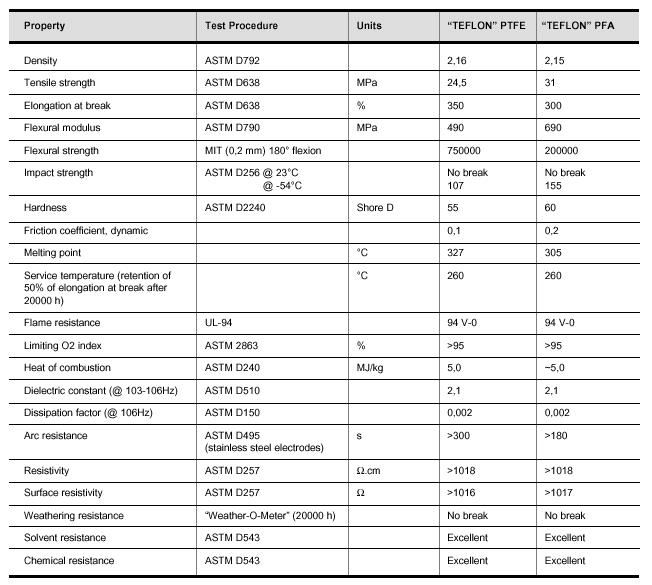
In the chemical industry, both fluoropolymers - PTFE and PFA - are used mainly in the form of linings (fig. 1, 2). For simple shapes, such as pipes, bends, T-pieces or reduction joints, PTFE is generally used; it is applied by means of paste extrusion, ram extrusion or tape wind-ing (fig. 3). In these processes a pre-form is made of the PTFE; this is then sintered and inserted into the metal workpiece. Using PTFE for lining of metal parts of complicated shape, such as valves and pumps, is more difficult. Isostatic molding is then the preferred method. In this PTFE powder is filled into the space created between the metal work-piece and a rubber bag which is specially made to fit into the shape of the area to be lined. The powder is pre-compressed, then cold-pressed into the desired shape. Finally, the rubber bag is removed and the lined part is sintered in an oven at over 360?C (680?F).
PFA, a thermoplastic material with a well-defined melting point, can be processed by means of transfer molding or injection molding. The granulate is melted in a melt pot or in the extruder and then forced into the hot tool by a hydraulic press.
This method enables very precise wall-thicknesses to be achieved, with tolerances of ? 0,5 mm, even at tight radii and in undercuts. Practically no mechanical finishing is needed, except to remove the sprue and to smooth the mating faces of flanges.
When using isostatic molding, however, a considerable amount of mechanical finishing is needed - depending on the degree of complication of the shape to be filled - to achieve the desired dimensions with precision.
The evenness of the wall-thickness may vary more, especially in the case of more complicated shapes such as valve housings.
Absorption and Permeation
Unlike metals, plastics and elastomers absorb varying amounts of the media with which they come in contact. This is often the case with organic compounds. Absorption may be followed by permeation through the wall lining. Though this is rarely observed with fluoropolymers, it can be counteracted by an increased wall-thickness or by installing devices to exhaust the space between the fluoropolymer lining and the metal wall. It has been clearly shown that in respect of permeation and absorption, melt-processed fluoropolymers such as PFA show better barrier properties than PTFE.
Vacuum Resistance
Vacuum resistance is needed because, in closed systems of the kind widely used in chemical processing, a drop in temperature creates a vacuum in the system, unless it is already operating below atmospheric pressure. When using PFA it is relatively simple to achieve adequate vacuum resistance for the lining. Usually the lining is ?anchored? to the metal wall by means of ?dove-tail? grooves or channels in the
latter.

With PTFE granulate that has been cold- formed, it is more difficult to achieve a sound anchoring of the lining in the metal wall as relatively large channels would be needed in order to allow the PTFE powder to flow into the grooves. More typically, therefore, bonding agents are used between the PTFE lining and the metal housing. However, due to the anti-adhesive characteristics of fluoropolymers and the limited thermal resistance of the bonding agents, PTFE shows only limited vacuum resistance.
Quality Control prevents Cracks and Voids
With PTFE and PFA linings, the dielectric strength is measured in order to identify faults. This method reliably pinpoints cracks and voids which go all the way through the material but, due to the well-known high resistivity of fluoropolymers, it does not indicate any faults which start 1,5 mm or more under the surface (fig. 5).
For this reason further tests using ultrasonic methods can also be applied. This test measures the distance from the surface of the lining to the metal housing. However, it is unreliable because it does not provide the true lining thickness when a void or porosity is present. In addition, this method is impractical to employ on small parts or small complicated shapes with undercuts and tight radii.

Chemical Structure

PFA, which is translucent, can reliably be checked optically. Cracks and voids under the surface can be made visible with suitable light sources. Hardly accessible locations in the lining can be examined using cold light lamps and flexible fibre light guides.
Cost Comparisons for Linings
In terms of raw material prices, PFA costs roughly three times as much as PTFE.
This disadvantage can, however, be compensated or greatly reduced, as a function of factors such as the shape to be lined, its size, the number of workpieces to be lined and the processing method adopted. This is possible because PFA neither requires manual process preparation nor finish machining with corresponding material losses.
The use of PFA for lining very large parts is not recommended, because the high material cost would make the part too expensive. Another point to be kept in mind is the cost of tools, which are not amortized
when only small numbers of parts are to be lined. Furthermore, there are practical limits to the weight of injected material that molding machines are capable of handling.
Conclusions
More than 20 years of experience with linings for various parts, e.g. valve and pump housings, have shown that PFA has numerous advantages when high thermal and chemical resistance are the main requirements.
The accurate and even wall-thickness that can be achieved with PFA is a major advantage, especially when working with media which have a strong tendency to diffuse.
Practical experience has also shown that PFA gives better barrier properties than PTFE.
Bromine manufacturers report, for example, that the penetration depth of bromine in PFA is about one third less than in PTFE, when operating conditions such as time, temperature and pressure are the same.
PTFE, on the other hand, is still widely used for components of chem- ical valves and other chemical processing equipment where flex fatigue resistance is required.
Typical examples of such applications are bellows, as well as diaphragms in valves and pumps.
For seat rings, plugs, seals and similar parts, PTFE is a suitable and economical material.
A recent trend for parts such as these is to use modified PTFE, as its dimensional stability and hardness are superior to those of standard PTFE.
Tags:PTFE,PFA,PTFE vs PFA