Plastic Extrusion - Pultrusion
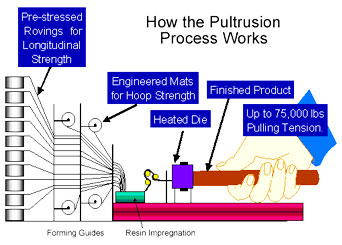
Pultrusion is a process which is very much similar to the profile extrusion process. The difference is that pultrusion doesn't provide the uniformity and flexibility ofproduct control and / or automation. With this process, high output is very much expected and it is used to constantly produce simple shapes like tubes, rods, and angles. These mainly incorporate reinforcement like fiberglass and others. With this process, products with higher strengths can be made. Actually, the process of pultrusion can be used in the construction of road bridges. To achieve the loadings of up to 60% glass, excellent fibre alignment is important which is ensured by including glass or other fibers into the extrusion. 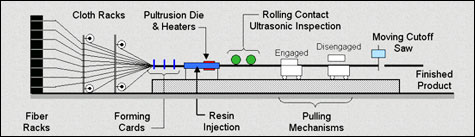 Pultrusion Process Pultrusion process is of continuous type and it is done on three shifts. Specifically ideal for mass production, the entire process is carried out in following steps:
Sub Processes In Pultrusion
Reinforcements And Resins For Pultrusion
 Advantages of Pultrusion Advantages of Pultrusion
|