Metal Extrusion Materials
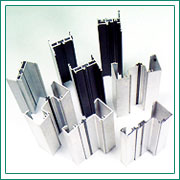 The processes of Hot Extrusion and Cold Extrusion are used to create a number of parts / objects from different materials. Amongst various extrusion materials, metals are most commonly used. Some of the generally extruded metals include Steel, Aluminum, etc. From various metals that are extruded, aluminum is the most common one. This metal can be extruded either by hot extrusion process or by cold extrusion process. If aluminum is hot extruded, then it is heated in the temperature range of 575 to 1100 °F (300 to 600 °C). Various products that are developed from extruded aluminum are rails, mullions, tracks, frames and heat sinks. A brief of various other metals that are extruded is given below: The processes of Hot Extrusion and Cold Extrusion are used to create a number of parts / objects from different materials. Amongst various extrusion materials, metals are most commonly used. Some of the generally extruded metals include Steel, Aluminum, etc. From various metals that are extruded, aluminum is the most common one. This metal can be extruded either by hot extrusion process or by cold extrusion process. If aluminum is hot extruded, then it is heated in the temperature range of 575 to 1100 °F (300 to 600 °C). Various products that are developed from extruded aluminum are rails, mullions, tracks, frames and heat sinks. A brief of various other metals that are extruded is given below:
Aluminum or Magnesium alloys generally have 0.75 μm (30 μin) RMS or better surface finish. Whereas, Steel and Titanium can achieve 3 μm (125 μin) RMS. A brief history of the metal extrusion is given below: A Brief History 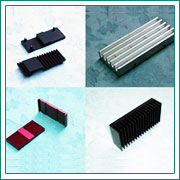 In the year 1950, a process was invented by Ugine Séjournet of France, in which glass was used as a lubricant to extrude steel. This process was called the Ugine-Sejournet or Sejournet process. Now-a-days this process is used for various other materials, which have higher melting temperatures than steel or those materials the need a small temperature range for extrusion. This process begins with the heating of metals / materials till the extruding temperature & then rolling the materials in the glass powder. In the year 1950, a process was invented by Ugine Séjournet of France, in which glass was used as a lubricant to extrude steel. This process was called the Ugine-Sejournet or Sejournet process. Now-a-days this process is used for various other materials, which have higher melting temperatures than steel or those materials the need a small temperature range for extrusion. This process begins with the heating of metals / materials till the extruding temperature & then rolling the materials in the glass powder.At this point, the glass melts and takes the form of a thin film, 20 to 30 mils (0.5 to 0.75 mm), for separating it from the chamber walls, allowing it to play the part of a lubricant. Then, a thick solid glass ring is placed inside the chamber on to the die. The ring is 0.25 to 0.75 in (6 to 18 mm) and is placed in the chamber for lubricating the extrusion, as it gets forced via the die. This glass ring has the ability to insulate the billet heat from the die. The extrusion will possess a 1 mil thick layer of glass that can be removed effortlessly, once it cools down. |